



There was quite a bit of indecision by the owner on this build, to say the least. I tried to educate him as best I could as to the differences in size, power and cost, and after discussing 468 flat tappet, vs 496 and then roller cam options, he decided he wanted to go with the flat tappet 468. I had a nice rotating assembly with 7416 forged GM crank, GM rods and Arias forged pistons, along with some nice 990 heads. This engine is to go in an 18' jetboat, and the customer lives in Utah and runs at altitude. As it came closer to time to assemble his engine, there was talk about moving to the river, and I had 2nd thoughts about the compression ratio the domed Arias pistons would provide with the 990 iron heads, so made the decision to purchase new KB Icon forged pistons that would yield 9.6-1 compression that I deemed safe and appropriate for a pump gas iron headed engine. It was sometime later, after that assembly had come back from balance that he decided that it would be more fun to have a solid roller cam, and to dyno the engine, which meant he would like some bragging rights....hmm so now we have a mild compression engine that we were going to run a dual plane aluminum intake and single carb, hmm might have to give that some thought.
Results 1 to 10 of 37
Hybrid View
-
01-08-2013, 03:48 PM #1Senior Member

- Join Date
- Oct 2012
- Posts
- 377
Mild pump gas 454 build and dyno test.
-
01-08-2013, 03:49 PM #2Senior Member
- Join Date
- Oct 2012
- Posts
- 377
We started with an extra nice 4 bolt 454 block,, freshly bored and honed .061" oversize (the extra .001" for the marine application)


Here is one of the new KB forged pistons:

-
01-08-2013, 03:49 PM #3Senior Member
- Join Date
- Oct 2012
- Posts
- 377
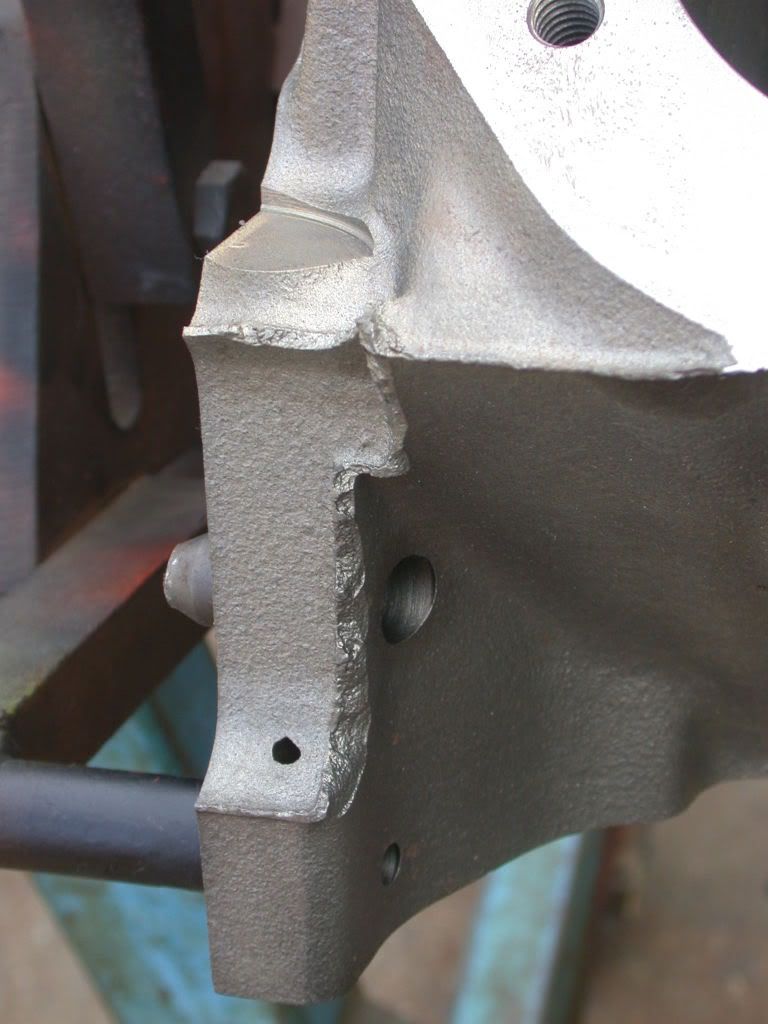
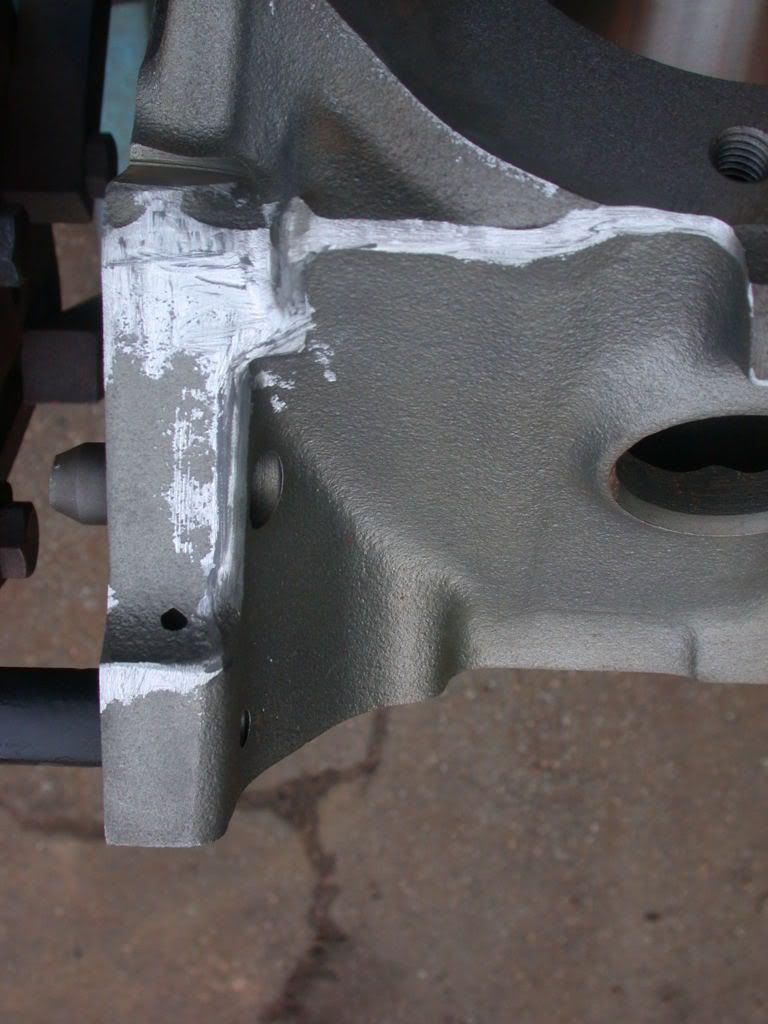
The block gets the standard "Obnoxious" deburr treatment, which is not only cosmetically pleasing, but also helps prevent the owner getting cut while cleaning the bilge in the boat. Before and after photos of several details on the block:

-
01-08-2013, 03:50 PM #4Senior Member
- Join Date
- Oct 2012
- Posts
- 377
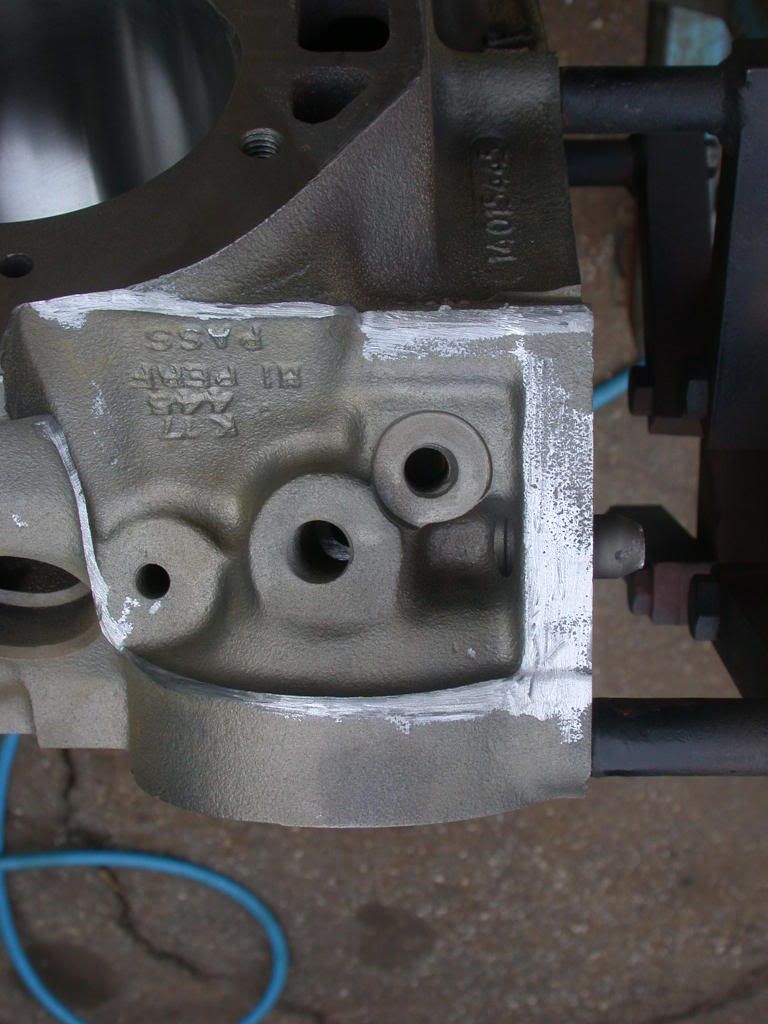
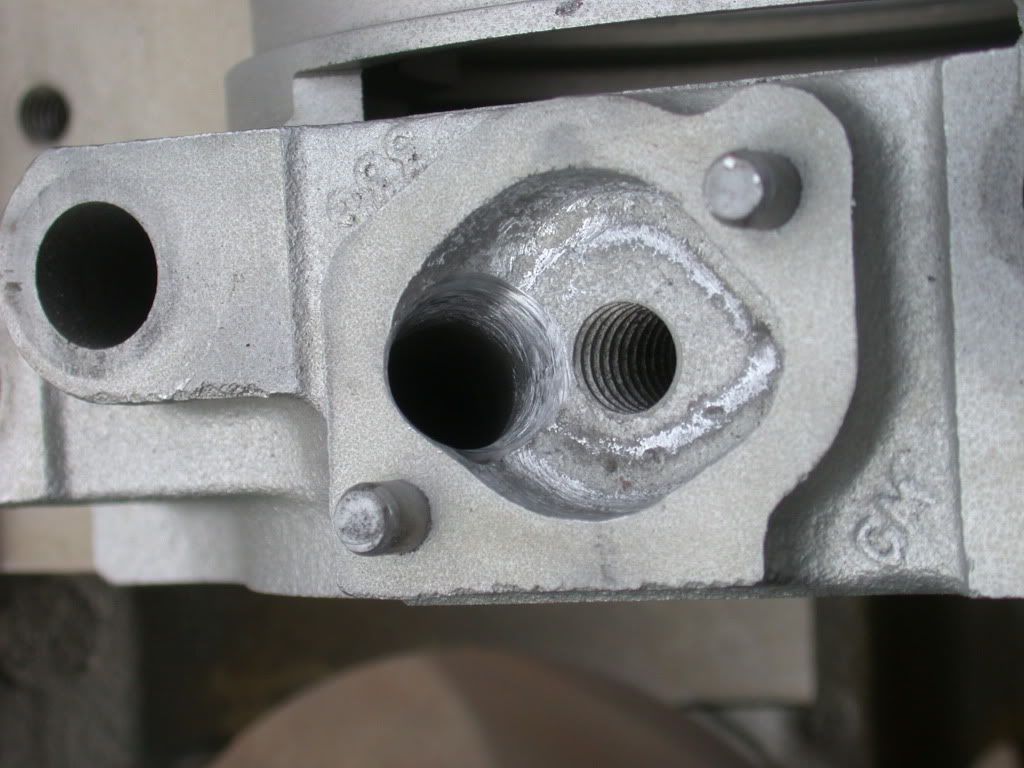
A few more "detail" photos, including rear main cap for smoother oil flow, and also the oil return to the block from the oil filter:


-
01-08-2013, 03:51 PM #5Senior Member
- Join Date
- Oct 2012
- Posts
- 377
I am not able to shoot photos during the block washing process with the degreaser and water flying all over, but I normally do a complete 3 step wash, solvent or degreaser with brushes and scrubbing,, high pressure water through all passages, then a soap and water wash, applied with a high pressure sprayer,, more brushes and scrubbing, another high pressure application of a more diluted soap and water mix,, and then finally all oil passages rinsed with a very high pressure nozzle on the hose, every direction it can be accessed from.
The cylinders get oiled down as soon as they are blown out, and the block is allowed to dry prior to masking for paint. I have dedicated oil pan, timing cover and pipe plugs so that I can do a neat job and not get overspray on gasket areas. I use masking tape and paper to cover the top, tracing the outline of the head gasket rather than just a straight line of tape.
I also prefer to install the new brass freeze plugs prior to painting, since they won't stay shiny very long. I have always had excellent luck with Aviation grade Permatex(by Loctite now) brushed into the holes in the block carefully, so there won't be a bunch on the surface I want to paint.





-
01-08-2013, 03:52 PM #6Senior Member
- Join Date
- Oct 2012
- Posts
- 377
After the block is painted, I install the cam bearings. The box shows the positions the bearings need to go in, and to make it easy I use a felt pen to write the numbers on them near the oil hole that will need to be aligned with the oil hole from the main saddle. Durabond cam bearings are the accepted norm for most of my builds. When something works with no failures, why change?
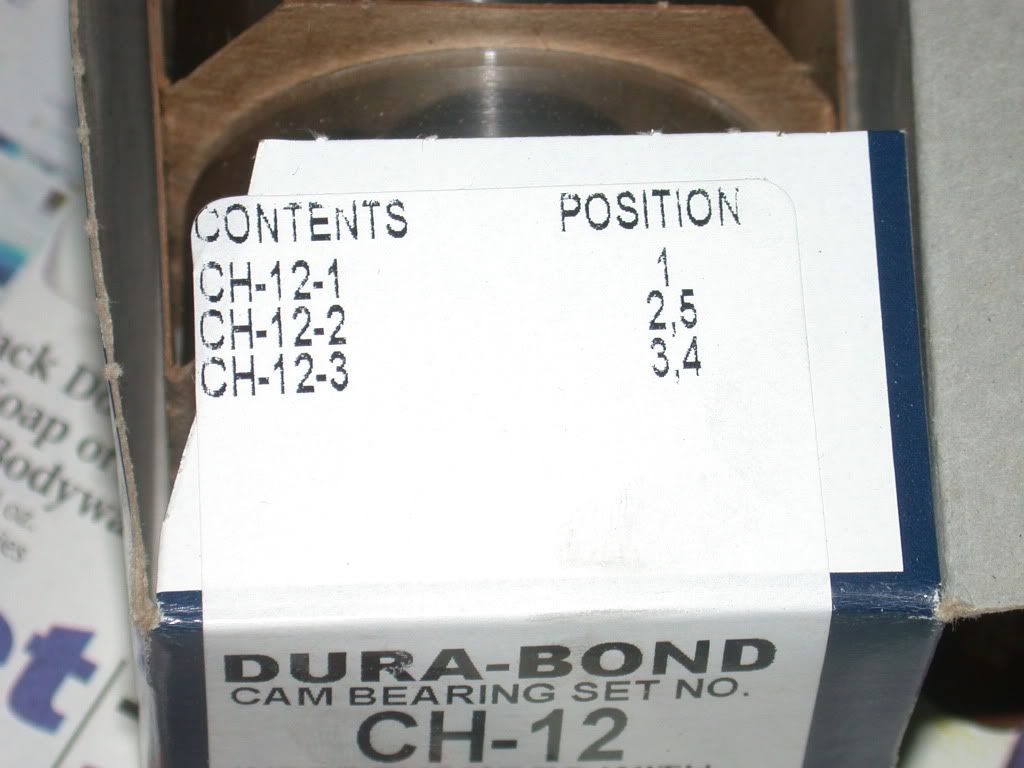

I think the glare obscures the oil hole in the bearing, but it gets carefully aligned with the oil passage in the block, so the cam bearing won't be starved for oil.
I put a piece of white paper towel inside the installed bearing so I could get a photograph showing the entire hole of the bearing is basically centered in the oil passage.


-
01-08-2013, 03:52 PM #7Senior Member
- Join Date
- Oct 2012
- Posts
- 377
Then valley screens are epoxied into the valley since it's a roller cam engine, just in case there is a problem with a lifter tie bar or something, to help prevent debris getting into the bottom end and beating parts up.

-
01-08-2013, 03:53 PM #8Senior Member
- Join Date
- Oct 2012
- Posts
- 377
The crankshaft was measured, and bearing clearances determined by torquing bearings in place. I guess I didn't get photos of the mains being measured on this one, but here is one of the rods being checked with the dial bore gauge.

-
01-08-2013, 03:54 PM #9Senior Member
- Join Date
- Oct 2012
- Posts
- 377
Some of the new parts waiting to go in the new engine, next to the notes on bearing measurement prior to adding the rod bearing clearances.

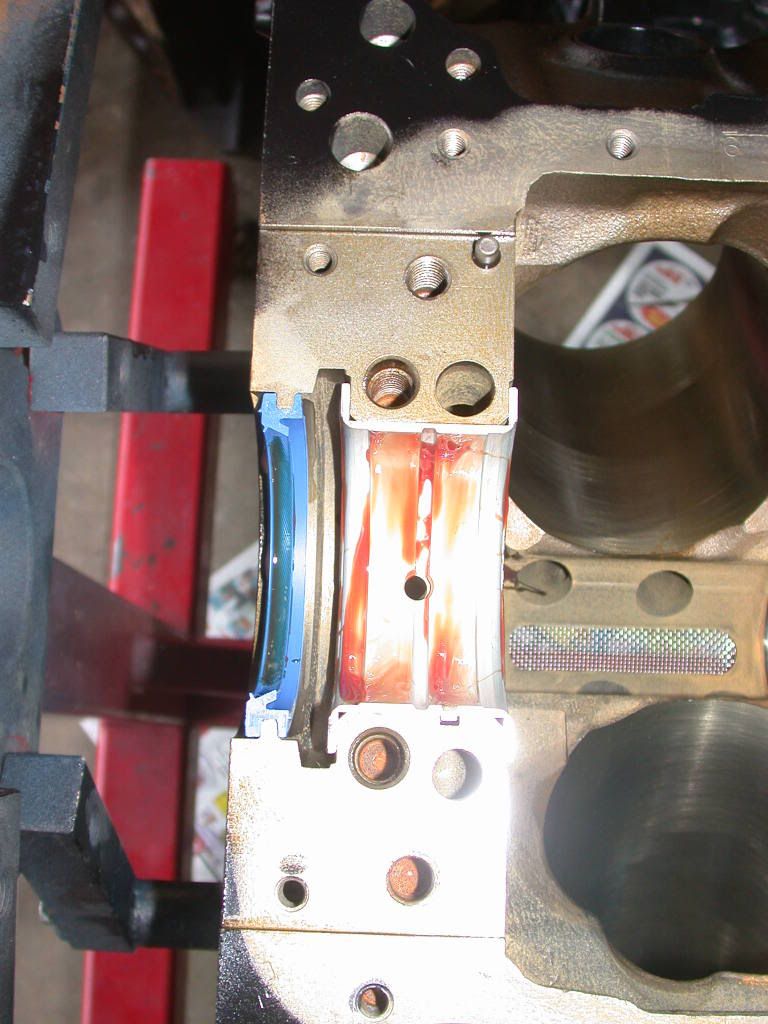
The "fitted" main bearings are set into the saddles and lubricated with a good quality assembly lube. Here I use Clevite bearing lube that gets carefully spread on the clean bearings. I also put a bit on the rear main seal after it has been "glued" to the block and rear main cap. Note also the correct direction of the lip of the rear main seal.



-
01-08-2013, 03:55 PM #10Senior Member
- Join Date
- Oct 2012
- Posts
- 377
Here's a few shots showing the cleaned, assembled rods and pistons, and one of the rod cap showing the fresh hone marks from being resized. They also get the Clevite bearing lube. Main and rod bolts all get lubricated with oil prior to assemble, necessary to achieve proper torque specs. Note the blue rod bolt protectors, used to keep the rod bolts from nicking the crank.




 Reply With Quote
Reply With Quote
Bookmarks